Tiện là gì? đặc điểm và khả năng công nghệ của tiện | https://trangdahieuqua.com

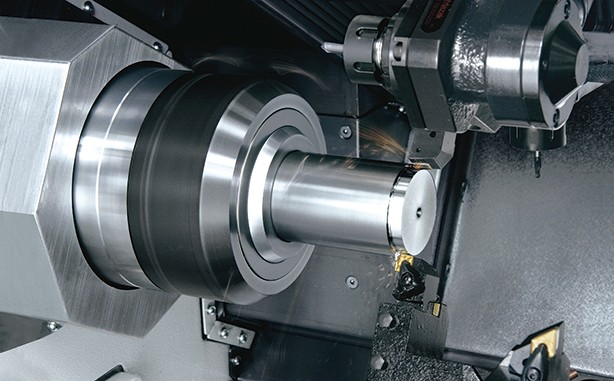
Tiện là phương pháp gia công cắt gọt được thực hiện nhờ chuyển động chính thông thường do phôi quay tròn tạo thành chuyển động cắt kết hợp với chuyển động tiến dao. Tiện là phương pháp gia công cắt gọt thông dụng nhất.
Xem thêm:
Tiện là gì? Định nghĩa Tiện
Xem thêm : Các kiểu tiện trong chiêu thức tiệnTiện là chiêu thức gia công cắt gọt được thực thi nhờ hoạt động chính thường thì do phôi quay tròn tạo thành hoạt động cắt Vc phối hợp với hoạt động tiến dao là tổng hợp của hai hoạt động tiến dao dọc Sd và tiến dao ngang Sng do dao triển khai .
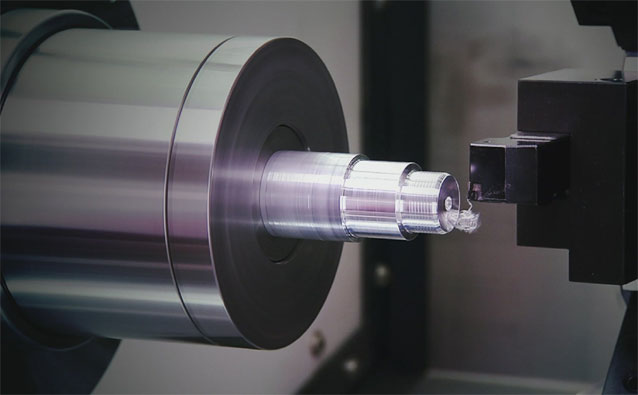
Khi tiện trục trơn chuyển động tiến dao ngang Sng = 0, chuyển độc tiến dao dọc ≠ 0. Khi tiện mặt đầu hoặc cắt đứt, chuyển động tiến dao dọc Sd = 0, chuyển động tiến dao ngang Sng ≠ 0.
Đặc điểm của Tiện
- Tiện là giải pháp gia công cắt gọt thông dụng nhất. Máy tiện chiếm khoảng chừng 25 % – 35 % tổng số thiệt bị trong phân xưởng gia công cắt gọt .
- Nguyên công tiện thường được triển khai trên những loại máy tiện như : máy tiện ren vít vạn năng, máy tiện đứng, máy tiện cụt, máy tiện RW, máy tiện tự động hóa, máy tiện CNC, … Ngoài ra tiện còn hoàn toàn có thể được triển khai trên những loại máy khác như : máy khoan, máy phay, máy doa …
-
Dụng cụ cắt gọt khi tiện được gọi là dao tiện. Dao tiện có nhiều loại dao như: dao đầu thẳng, dao đầu cong, dao vai, dao khỏa mặt đầu, dao tiện lỗ, dao tiện định hình… và các loại và các loại mảnh dao tiện ngoài và móc lỗ, mảnh dao tiện ren, mảnh dao tiện chích rãnh và cắt đứt, Cán dao tiện,…
Khả năng và công nghệ của Tiện
Khả năng tạo hình
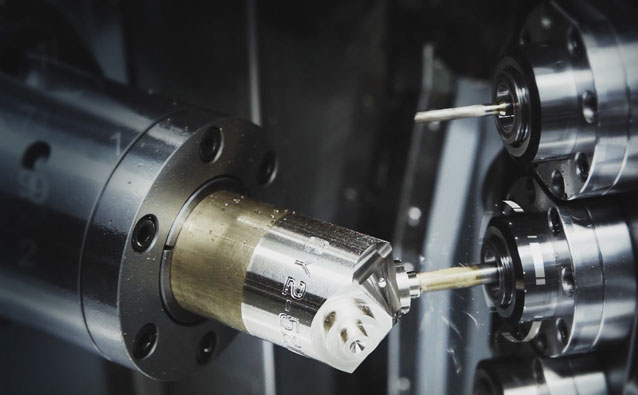
Tiện hoàn toàn có thể gia công được nhiều loại mặt phẳng tròn xoay khác nhau như : tiện mặt ngoài, tiện lỗ, tiện mặt đầu, tiện cắt đứt, tiện ren ngoài, tiện ren trong, tiện công ngoài, tiện côn trong, tiện định hình
Khả năng đạt độ đúng chuẩn gia cao
Độ đúng mực của nguyên công tiện phụ thuộc vào vào những yếu tố sau :
- Độ đúng chuẩn của máy : Độ hòn đảo trục chính, độ song song của sống trượt với đường tâm trục chính, độ đồng tâm ụ động và trục chính, …
- Tình trạng dao cụ .
- Trình đồ kinh nghiệm tay nghề công nhân .
-
Khi gia công trên máy tiện CNC chất lượng nguyên công ít phụ thuộc vào kỹ năng và kỹ xảo của người thợ so với tiện trên máy vạn năng.
- Độ đúng mực khi gia công
- Độ đúng mực về vị trí đối sánh tương quan như độ đồng tâm giữa những bậc trục ,
- Độ đồng tâm giữa mặt trong và mặt ngoài nhờ vào vào giải pháp gá đặt phôi ,
- Độ đúng chuẩn của máy và hoàn toàn có thể đặt được 0.01 mm
- Khi tiện ren độ đúng chuẩn hoàn toàn có thể đạt cấp 7, Ra = 2.5 – 1.25 micro mét .

Các dạng gia công tiện
Các dạng gia công tiện gồm có : tiện thô, bán tinh, tinh mỏng dính và trang thiết bị ship hàng cho những chiêu thức gia công .
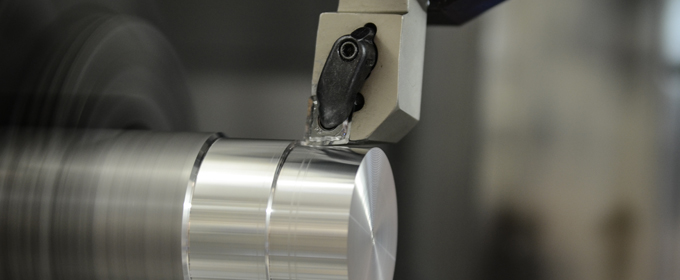
Tiện thô
Bước tiên phong chính là gia công phá, mục tiêu là bóc đi mặt phẳng ngoài xấu xí của phôi như rỗ, dính cát, biến cứng và có xô lệch quá lớn, phát hiện ra những khuyết tật .
- Chiều sâu cắt lấy từ 4 : 6 ( mm )
- Máy dùng để gia công thô cần có độ hiệu suất lớn, độ cứng vững cao để đạt hiệu suất cao còn độ đúng mực thì không càn lắm. Khi khối lượng việc làm ít, thì việc gia công phá hoàn toàn có thể phân công trên 1 số máy cũ trong phân xưởng .
- Để tiện thô mặt ngoài thì thì ta hoàn toàn có thể cắt theo từng lớp, từng đoạn hoặc cắt phối hợp .
- Cắt theo từng lớp thì lực cắt nhỏ, biến dạng mạng lưới hệ thống nhỏ nên độ cứng vững cao, hoàn toàn có thể đạt độ đúng chuẩn cao nhưng hiệu suất thấp vì tổng đoạn đường di huyển dao lớn .
- Khi cắt theo từng đoạn, trên mỗi đoạn không chỉ cắt 1 lần mà phải phân loại nhiều lần cắt, lượng dư lớn và không đều, lực cắt lớn, biến dạng mạng lưới hệ thống lớn nên độ cứng vững thấp, tuy nhiên chiêu thức này cho hiệu suất cao .
- Phương pháp cắt phối hợp để khắc phục điểm yếu kém của 2 giải pháp trên
Tiện bán tinh
Là quy trình gia công được thực thi trước khi tiện tinh, để cắt bỏ những bậc không nhẵn quá nhiều trên cụ thể, để tương hỗ cho quy trình tiện tinh .
- Chiều sâu cắt lấy từ 2 : 4 ( mm )
- Khi tiện bán tinh nên chọn chiều sâu cắt t sao cho nhiệt cắt không quá lớn tác động ảnh hưởng đến chất lượng và độ đúng mực gia công chọn s theo quan điểm bao đảm độ nhám mặt phẳng không quá nhỏ gây ra hiện tượng kỳ lạ trượt vượt và rung động tác động ảnh hưởng đến chất lượng và nâng suất dùng dao thép hợp kim với tốc độ vừa
Tiện tinh mỏng mảnh
- Để gia công lần cuối, dùng giải pháp tiện tinh mỏng mảnh bằng dao kim loại tổng hợp cứng hoặc dao kim cương có lưỡi cắt được mài cẩn trọng để đạt độ thẳng và độ bóng lưỡi cắt dao .
- Chế độ cắt khi tiện tinh mỏng mảnh có lượng chạy dao và chiều sâu cắt khá nhỏ còn tốc độ cắt thì khá lớn. Khi gia công kim loại tổng hợp nhôm, vận tốc cắt hoàn toàn có thể đạt từ 1000 : 1500 m / ph ; hợp kim đồng thì V = 300 : 450 m / ph ; sắt kẽm kim loại khác thì V = 200 : 250 m / ph .
- Khi tiện mỏng dính bằng dao kim cương hoàn toàn có thể không cần dùng dung dịch trơn nguội nhưng nếu cần dùng dao kim loại tổng hợp cứng thì thiết yếu phải có vì năng lực chịu nhiệt của nó kém hơn .
- Máy và trang bị tiện tinh mỏng mảnh phải có độ đúng mực và độ cứng vững cao .
- Đây là chiêu thức gia công duy nhất với vật tư là sắt kẽm kim loại màu vì với vật tư này không hề mài được do phoi mài dính kết vào mặt phẳng thao tác của đá mài, làm mất năng lực cắt gọt của chúng .
So sánh phương pháp tiện lỗ với khoan, khoét, doa
- Tiện lỗ có hiệu suất thấp hơn khoan, khoét, doa nhưng lại có năng lực bảo vệ nhu yếu kĩ thuật cao hơn .
- Tiện lỗ ta hoàn toàn có thể gia công được những loại lỗ lớn, lỗ phi tiêu chuẩn, lỗ được tạo bằng đúc, rèn, dập sẵn, lỗ côn, lỗ bậc, lỗ có rãnh, lỗ không thông hoặc định hình .
- Các cụ thể tiện lỗ thì phải có cấu trúc dạng tròn xoay, không quá cồng kềnh hay quá lớn về khối lượng hoặc khối tâm phân bổ không quá xa so với lỗ gia công để tránh thực trạng gây ra lực quán tính lý tâm lớn, lỗ không quá sâu hoặc nhỏ vì hạn chế của kích cỡ và độ cứng vững dao .
- Chuẩn xác định khi tiện lỗ chỉ hoàn toàn có thể là mặt ngoài hoặc mặt ngoài tích hợp với mặt đầu .
- Dao tiện lỗ phải có góc sau α lớn hơn so với góc sau α của dao tiện ngoài và thường gá dao cao hơn tâm của chi tiết cụ thể .
- Tiện lỗ hoàn toàn có thể gia công trên những loại máy tiện, máy phay, máy doa .
| Tiện lỗ | Khoan | Khoét | Doa |
| Là giải pháp gia công tạo lỗ đa phần triển khai trên máy tiện, máy doa, máy phay và nhiều lúc cả máy khoan . | Là giải pháp tạo lỗ từ phôi đặc trên những máy khoan, tiện và đôi lúc cả trên máy phay vạn năng . |
Là phương pháp gia công mở rộng lỗ trên máy khoan, máy tiện, máy phay hoặc doa
|
Là phương pháp gia công tinh các lỗ đã được khoan, khoét hoặc tiện. Gồm : doa cưỡng bức, doa tùy động . |
| Dao tiện lỗ có góc lớn hơn dao tiện ngoài và thường được gá cao hơn tâm để giảm ma sát mặt sau của dao với mặt phẳng lỗ đã gia công và giảm rung động |
Mũi khoan thường có độ cứng vững thấp, gồm những bộ phận :
|
Dao khoét có nhiều mũi cắt hơn dao khoan do đó có độ cứng vững cao hơn mũi khoan |
Dao doa có lưỡi cắt thường phân bổ không đối xứng, góc trước lớn nên hoàn toàn có thể cắt được phôi mỏng dính . Ngoài ra còn có dao doa tay : dao doa tăng dùng để doa những lỗ phi tiêu chuẩn ; dao có lưỡi cắt thẳng hoặc xoắn để doa những lỗ tiêu chuẩn |
| Tiện lỗ chỉ có hiệu suất cao khi lỗ có đường kính phi tiêu chuẩn, lỗ to, ngắn ; lỗ được tạo thô sẵn bằng chiêu thức đúc hoặc rèn |
Khoan có năng lực tạo lỗ cho đường kính từ 0.1 đến 80 mm . Trong sản xuất hàng loạt người ta thường tạo lỗ thô bắt đầu bằng đúc hoặc lan rộng ra lỗ để đạt kích cỡ . |
Khoét hoàn toàn có thể gia công được lỗ trụ, lỗ bậc, lỗ côn và mặt đầu vuông góc với tâm lỗ tùy theo cấu trúc của dao | Chỉ nên doa những lỗ có đường kính dưới 80 mm . Không nên doa những lỗ quá ngắn, không nên doa những vật quá cứng hoặc quá mềm . |
| Độ đúng mực không cao do rung động trong quy trình tiện lỗ | Độ đúng chuẩn tương đối thấp | Độ đúng mực cao hơn khoan | Độ đúng mực cao |
Xem thêm : Thế nào là Khoan, Khoét, Doa và taro
Phương pháp gá đặt trên máy tiện, ưu nhược điểm của chúng
Phương pháp rà gá
Có 2 trường hợp : Rà gá trực tiếp trên máy và rà theo dấu vạch sẵn. Theo giải pháp này, người công nhân dùng mắt tích hợp với dụng cụ khác như đồng hồ đeo tay so, mũi rà, bàn rà hoặc mạng lưới hệ thống kính quang học ( trên máy doa tọa độ ) để xác lập vị trí của cụ thể so với máy hoặc dụng cụ cắt .
Ưu điểm của chiêu thức rà gá
- Có thể đạt độ đúng mực từ thấp đến cao, từ 0,005 đến 0,001 mm ( bằng đồng hồ đeo tay so )
- Có thể tận dụng được những phôi kém đúng mực ( như phôi đúc ) bằng cách linh động phân bổ lượng dư .
- Loại trừ tác động ảnh hưởng của dao mòn do mỗi cụ thể đều được rà gá .
- Không cần những đồ gá phức tạp .
Nhược điểm của chiêu thức rà gá
- Tốn nhiều thời hạn rà vạch dấu .
- Đòi hỏi thợ có kinh nghiệm tay nghề cao .
- Đường vạch dấu có chiều rộng, nên khi rà theo đường vạch dấu sẽ gây ra sai số, chỉ đúng chuẩn từ 0,2 – 0,5 mm .
- Do vậy giải pháp này dùng trong sản xuất đơn chiếc và loạt nhỏ, trong trường hợp mặt phẳng phôi quá thô, không dùng trên đồ gá được

Phương pháp tự động hóa đạt kích cỡ
Là giải pháp mà dụng cụ cắt có vị trí đối sánh tương quan cố định và thắt chặt so với vật gia công ( tức là vị trí đã được kiểm soát và điều chỉnh trước ). Vị trí này bảo vệ cố định và thắt chặt nhờ cơ cấu tổ chức xác định đồ gá và máy, dao được kiểm soát và điều chỉnh sẵn. Phương pháp này thường vận dụng cho sản xụất hàng loạt và hàng khối
Ưu diểm của giải pháp này
- Đảm bảo độ đúng chuẩn gia công, giảm phế phẩm, độ đúng mực ít nhờ vào vào trình độ kinh nghiệm tay nghề .
- Năng suất cao, do chỉ cắt một lần, không tốn thời hạn cắt thử .
Nhược điểm của chiêu thức này
- Phí tổn về việc làm hiệu chỉnh máy hoàn toàn có thể vượt quá hiệu suất cao do chiêu thức này mang lại .
- Phí tổn do sản xuất phôi đúng mực không được bù lại nếu số cụ thể gia công quá ít .
- Nếu chất lượng dụng cụ, máy thấp, mau mòn thì size đã kiểm soát và điều chỉnh sẽ bị phá vỡ nhanh, phải kiểm soát và điều chỉnh lại, như thế sẽ gây tốn kém, phiền phức. Nếu kiểm soát và điều chỉnh bằng tay thì phí tổn thời hạn tăng lên và độ đúng mực sẽ thấp

Các bạn hoàn toàn có thể tìm hiểu thêm thêm video san sẻ một vài kiến thức và kỹ năng
Đọc thông số kỹ thuật cơ bản trong hộp Insert tiện
Nhận biết mã Chip, mã insert tiện ngoài và móc lỗ
Xem thêm: Phay và dao phay là gì? Phân loại dao phay
![]()
HUTSCOM – Nhà phân phối dụng cụ cơ khí, thiết bị công nghiệp uy tín tại thị trường Việt Nam
Email: sales@hutscom.vn
Website: https://trangdahieuqua.com/
Hotline: 0903 867 467
Source: https://trangdahieuqua.com
Category: Làm đẹp


